What is OEE (overall equipment effectiveness)
Overall equipment effectiveness (OEE) is key measures of total productive maintenance (TPM), indicates performance and effectiveness of machinery and equipment.
OEE (overall Equipment effectiveness) is high level measure which widely used in processing industries to calculate existing level of operational effectiveness and efficiency. it will help you to determine gap by analyze condition and indicates where performance can be improved, directivity provides improvement priorities, hence you can focus by frequent monitoring the improvement processes. OEE calculated on based on three major measurements which are identified through simple calculations, three core activities are:
- Availability
- Performance
- Quality
It incorporates three core area of activity, indicators of equipment performance & reliability. Let’s see the simple example for it:

OEE (Overall equipment effectiveness) Elements
Overall equipment effectiveness is a major key performance indicator that indicates of plant’s equipment performance and increase reliability through categorize these productivity losses that occurring in the manufacturing processes. Here it incorporates three core area of activity as are under:
OEE = Availability X Performance X Quality
OEE Metrics
Availability
The Availability is the percentage of actual time of production that machines are available for actual production. maintenance time which from scheduled and unscheduled, planned downtime occurrences, equipment and product trials etc., are not considered part of time that machines are available for production.
An Availability is calculated as:
Availability = (Planned production time – unscheduled downtime) / Planned production time
Production time = Planned production time – Downtime
Percentage of availability considered breakdown losses, setup and adjustment losses in production. Available total time for production include every hour of whole year, however this is an ideal condition. Hence Planned downtime includes known days such as holidays, vacation, material unavailability / not enough loads etc. And losses include machine & equipment failures, shift change gap time, changeovers.
Performance
Performance describe the percentage of total parts produced on the machine to the production rate of machine during its operating time. The performance helps to compare availability downtime with efficiency i.e. machine rate with the number of items actually produced on machine during its operational time. For the second category of overall equipment effectiveness is performance, the formula can be used for it:
Performance = Actual Production / Production time – Total Loss time * shift time in minutes
The production time is scale of the time during which the items are actually producing. Some stoppages or losses such as speed losses, idling, no materials / empty machine condition, small stoppages etc., are indicates production lines are busy or on working condition but it’s not actually producing any quantity.
Quality
Quality refer to quality rate, which is percentage of good quality product out of total product produced. This percentage are coming from number of product which are passed from quality inspection as acceptance as per product standards. Here can express a formula for quality is calculated as:
Quality = (Number of products processed – Number of products rejected) / (Number of products processed)
OEE [Overall equipment effectiveness] Calculation
Actually overall equipment effectiveness (OEE) is a measure of the value added to manufacturing by a certain machine / equipment in a certain period of time. OEE is calculates on three measurable metrics are availability, performance and quality which are empowers manufacturing organizations to improve their processes in turn ensure productivity, quality and consistency at manufacturing facility. The simple formulation for OEE are as below:
OEE Formula
| Availability = (Planned production time – unscheduled downtime) / Planned production time |
| Performance = Actual Production / Production time – Total Loss time * shift time in minutes |
| Quality = (Number of products processed – Number of products rejected) / (Number of products processed) |
How to calculate OEE (Overall Equipment Efficiency)
Example:
- A medium volume manufacturing facility runs 2 shift of 8 hours.
- Producing 3 Parts / minute, produced 2100 automotive parts in a planned running 2 shifts of 8 hours each.
- There are breaks: 50 minute = Scheduled maintenance, 30 Minutes = breakdowns, 80 minutes = changeover and adjustment
- Rejected parts are 140, and re-work 12 parts
Availability Rate
Availability = (Planned production time – unscheduled downtime) / Planned production time
Hours in shift = 16 Hours
Total Minutes 16 x 60 = 960 Minutes
Production Time = 960-50 = 910 Minutes
Downtime = 30 Minutes (Breakdowns) + 80 Minutes (change over & adjustment) = 110 Minutes
Availability = 910 (Planned Production Time) – 110 Minutes (unscheduled Downtime) / 910 = 0.88
Performance Rate
Performance = Actual Production / Production time – Total Loss time * shift time in minutes
Scheduled Production output = 910 Minutes – 110 x 3 Parts / Minute (Cycle Time) = 2400 Parts
Actual Production = 2100 Parts
Performance = 2100 parts / 2400 Parts = 0.88
Quality Rate
Quality = (Number of products processed – Number of products rejected) / (Number of products processed)
Actual Production = 2100 Parts
Rejected = 140 – 12 = 128
Quality = 2100 – 128 / 2100 = 93.90
OEE % = 0.88 x 0.88 x 0.94 = 0.73 x 100 =73%

Why OEE (Overall Equipment Effectiveness)?
The purpose of the implementation of this system to eliminate losses occurring in manufacturing processes by analyze OEE at each machine to increase efficiency of machine and improve equipment performance, as well as operating procedures and maintenance processes. There are actually sixteen losses are occurring in manufacturing processes but six major losses out of sixteen losses are extremely important to reduce those losses for improve the OEE percentage to ensure the machine performance. The following are six categories of productivity losses that are worldwide experienced in manufacturing processes:
- Breakdowns
- Setup and Adjustments
- Small Stops
- Reduced Speed
- Start-up Rejects
- Production Rejects
The world class OEE (overall equipment effectiveness) has a benchmark OEE rating is 85%, hence the organization must be objective to reach maximum performance, that can be approx. availability should be at 90%, performance should be at 95% and quality at 99% and that can be possible to eliminate all the above major losses, and become at most efficient and most effective manufacturing processes itself.
Relationship Six Major Losses(catagories) & OEE : Table
| EQUIPMENT | LOSS CATEGORY | OEE METRIC | MAJOR LOSS EVENT | EXAMPLE OF LOSS CATEGORY |
|---|---|---|---|---|
| Operating Time | Dowm time | Availability | Machine Breakdown | Unscheduled Maintenance | Tooling Damage | Equipment Failures |
| Operating Time | Down time | Availability | Machine Setup and Adjustments | Machine Changeovers | Material Shortage | Process Warm up |
| Net Operating time | Speed Losses | Performance | Machine Stops | Product Flow stoppage | Component Jams | Product misfeeds |
| Net Operating time | Speed Losses | Performance | Machine Reduced Speeds | Equipment Age | Tooling Wear | Level of machine operator training |
| Valuable operating time | Detect Losses / Quality Loss | Quality | Machine Startup Bad Parts | Damage | Warm up Process | Tolerance Adjustments |
| Valuable operating time | Detect Losses / Quality Loss | Quality | Machine Production Bad Parts | Rework | Assembled incorrectly | Rejects |
Production Timeline : Overall equipment effectiveness
Why these losses are extremely important to eliminate from production? – see below picture of production timeline will help you to understand it:
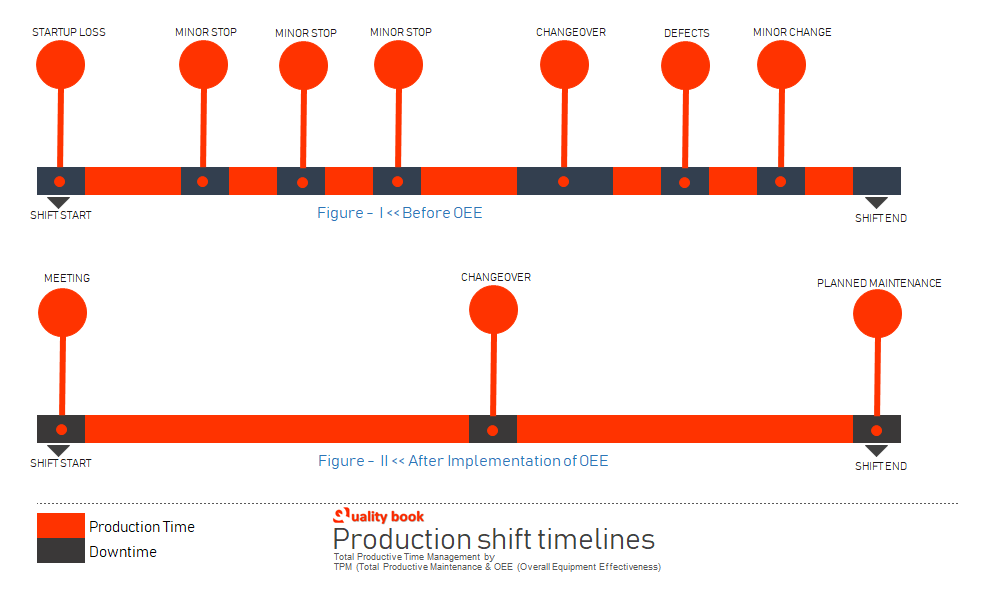
Actually, there are sixteen losses are generally shows in manufacturing processes, but Seven major losses that directly impacts on manufacturing processes and those losses are effect on production are showing at any industry globally. As above picture help you to understand, how these losses are eating time at production, and hits financial hidden.
As you can see in the picture of production timeline at figure 1, there are vast time span takes by losses which is minimize production time for producing products. The total productive time is reduced by start-up and adjustment losses, component jams, changeover times. Hence the aim of the implementation of overall equipment effectiveness program is to eliminate these losses of time, managing the smooth shift to have a focused production system, and planned maintenance as the interruptions. More you can see in figure 2, after overall equipment effectiveness (OEE) implementation, predictive production line display how you can maximize your productive time to more efficiently and increase utilization of your equipment.
6 Major Losses Affecting Overall equipment effectiveness
In the manufacturing processes, there are so many events and objects that can affect overall equipment effectiveness (OEE), hence bifurcation of OEE metrics will helps analyze and monitoring can improve OEE numbers for improve productivity of machine. The purpose behind OEE analysis is to reducing the real causes of inefficiency in the manufacturing process environment. The major losses events that generally occur to decrease the productivity and efficiency of machine which are categorized & listed below:
Breakdowns
You have to target unplanned dome time first to improve overall equipment effectiveness, which is critical factor that affecting OEE because you can’t address other metric if the manufacturing processes are not running. You have to choose proper corrective actions and implement on against root cause identified in manufacturing processes.
Setup and Adjustments
To minimize time of setup and adjustment you have to establish an objective in time scale, as well as required to list out changeover and setup occur at machine such as taken time for size wise mold setup and adjustment, that should be monitored and analyze, and identify how to reduce till reasonable time consumption.
Small Stops
Small stop or minor stoppage losses that are accompanied by temporary functional stoppage, which includes possible functional recovery and simple measures, do not require any repair or parts replacement or very small that under 5 minutes for recovery those are small stoppages. To eliminate or reduce possibility of this kind of stoppage, train your machine operators to handle these events that occur on the machine.
Reduced Speed
These kind of losses are occurring when your machine speed is slow, due to difference between standard speed or standard cycle time of your machine is giving lower speed which is actual machine speed. Generally, the reasons for speed losses are occur due to ignore of problems or mistakenly believe that the current machine cycle time is normal, hence you have to install real time measurement system on machine to check the current machine speed.
Start-up Rejects
There is possible at the initial startup of the machine may produce reject products. Hence you have to track these rejects from the machine will assist potential reasons that can be monitor and review. As on reviews and analysis of rejected products you can manage the machine adjustments and required setup that avoiding startup rejection at any day.
Production Rejects
It is extremely important that, all the reject parts must be track, monitor and analyze. All the possible patterns / causes in the manufacturing processes must be identify and eliminate it.
Benefits of implementation of OEE Program
Generally, implementation of OEE (Overall Equipment Effectiveness) impacted by controls on three categories of losses, which are downtimes losses, speed losses and quality losses, when we reduce it can get immediate financial benefits to manufacturing operations. All three categories of losses can have divided into six major categories which discussed above point, and the OEE program aim is to focus on the reducing of all major losses. OEE program gives an immediate financial benefit to organization, A few major benefits are list as below:
- Increased Personnel Productivity
- Increased Production Capability
- Increased Labor Efficiencies
- Reduced Downtime Costs
- Reduced Repair Costs
- Reduced Quality Costs
These above mentioned benefits are in general or common when we improving OEE, but you can really feel the improvement at the machine and production lines as well as customer feedbacks.
Conclusion:
OEE (Overall Equipment Effectiveness) metrics will assist you monitor the equipment to reduce losses and eliminate losses related to time in manufacturing process. It will not provide the best decision to make improvement but implementation of OEE will definitely beneficial to cut of cost by use OEE data and display various type of losses will eliminate or reduce, ultimately it is best solution for machine effectiveness and efficiency.