In this digital world, any standard manuals and related materials are easily available on internet & markets, but here I prepared the course materials / article designed to provide comprehensive knowledge to you’ll on understanding the requirements of production part approval process (PPAP) & implementation procedures in simple language and with example in easier manner.
This procedure / guideline is the structural process for carrying out production part approval process for material suppliers and show you the basic content and rules of the production part approval process for education / training purpose.
What is PPAP?
Documents for Approval of Supplier Processes to ensure supplier processes capability and defect free supply by preventing the defect.
A process to ensure the company has the capability to produce the product(s) and consistently meeting these requirements during an actual production run at the specified production rate. The product and manufacturing process approval must be recognized by the customer.
Simply, the supplier provides the documents to customer i.e. submitting production part (samples) with related / required documents for approvals that is Production part approval process(PPAP).
What is purpose of PPAP?
The production part approval process (PPAP) focus on the generic requirements of customer engineering design and specification requirements, supplier should properly understand and the process has the potential to produce consistently convention theses customer needs during mass production at the marked production values.
- To ensure that all customer technical, engineering, specification and product related requirements are understood.
- Provide evidence that all customer needs i.e. engineering, technical, specific, design records are conducted for bulk production accordingly.
- To demonstrate the capability of manufacturing to meet the requirements, initially & during actual manufacturing processes at marked production values.
- To validate that the products made from bill of materials i.e. tools and processes meet the technical, specification and engineering requirements.
PPAP Process Map: Table
| WHAT RESULTS (PROCESS INDICATORS) | INPUTS | BY WHOM (PERSONAL) | HOW? | PPAP PROCESS | OUTPUTS |
|---|---|---|---|---|---|
| Cases identified, Reported of rejection during customer approval processes. | Inputs
| Personal in charge – As Per Defined PPAP form (Quality assurance & Production peoples according to organization Chart), qualified in process / product knowledge. | How is this process controlled, including use of procedures, work instructions, and methods? >> Support Procedures / Processes (Who & How?) >> Procedures/Control Documents | PPAP process
| Outputs
|
PPAP Requirements
The organization shall also meet all customer-specific PPAP 18 Documents. The production part Approval process submission requirements described as above is mandatory to meet all specified requirements. if in case of outcomes are not meet specification, needs to every effort to be made to correct the process so that all product requirements and design requirements are met.
See all PPAP requirements and documentation:
- Part Submission Warrant (PSW). This document provides details about the part or component being submitted for approval to customer.
- Design Records. The document is gives an outlines the parts / component of the design.
- Engineering Change Documents. Detailed records of any changes are made to the design or manufacturing process.
- Customer Engineering Approval. Detailes of approval of the part or component by the customer.
- Design Failure Mode and Effects Analysis (DFMEA). Analysis of potential failure modes and their effects on the part or component.
- Process Flow Diagram. A diagram outlining the manufacturing process.
- Process Failure Mode and Effects Analysis (PFMEA). Analysis of potential failure modes and their effects on the manufacturing process.
- Control Plan. The document covers a plan for controlling the manufacturing process.
- Measurement System Analysis Studies (MSA). Analysis of the measurement systems used in the manufacturing process.
- Dimensional Results. Details of the dimensions of the part or component.
- Material Performance Results. Mainain records of the material properties and performance of the part or component.
- Performance Test Results. Records of any performance tests conducted on the part or component.
- Appearance Approval Report (AAR). Approval of the appearance of the part or component.
- Sample Production Parts. Samples of the part or component produced using the approved manufacturing process.
- Checking Aids. Tools or equipment used to check the part or component during the manufacturing process.
- Customer-Specific Requirements. The document describe any additional requirements specified by the customer.
- Part Submission Status. It may provides status of the part or component submission process.
- Qualified Laboratory Documentation. The documentation of any testing or analysis conducted by a qualified laboratory.
Customer Notification & Submission Requirements
When customer notification of PPAP is required
The organization shall notify the head of department / team leader / Representative of any design and process changes as indicated in the table below, in addition to those requirements mentioned PPAP requirements.
- Alternative construction or material.
- New/ Additional/ modified tooling. Upgrade or rearrangement of existing tooling. Tooling & equipment transferred to different plant location or from an additional plant location
- Change of supplier of parts, services & processes or non-equivalent materials.
- Production of parts after the tooling was inactive for at least for 1 year.
- Product or process change related to components of product.
- Change in test / inspection method.
- New source of raw material from new or existing supplier.
- Change in product appearance attributes.
Situations Where submission to customer is required
| SR. | REQUIREMENTS |
|---|---|
| 01 | A new part / product or previously approved product which has new or modified part no. |
| 02 | Correction of a discrepancy on previously submitted part |
| 03 | Engineering change to design records, specification or materials |
| 04 | For bulk materials, Process technology new to the supplier, not previously used for this product |
Change Situations:
- Use of possible manufacture or material other than one used in the previously approved part or product.
- Production from new or modified tools (except perishable tools), dies, molds, patterns etc. including additional or replacement tooling.
- Production following refurbishing or rearrangement of existing tooling or equipment.
- Production from tooling and equipment transferred to a different plant location or from additional plant location.
- Change of source for subcontracted parts, materials or services.
- Product re-released after the tooling has been inactive for volume production for twelve months and more.
- Product and process changes related to components manufactured internally or manufactured by subcontractors that impact fit, form, function, performance and/or durability of the product.
- Changes in test/inspection method (A new inspection technique to be used).
- Process improvement through initiation of new Poke Yoke.
Approving authority may waive a formal submission for approval for these additional situations for a subject part. A written waiver should be obtained from the approving authority by filling up PSW. The same should be attached in the PPAP file.
Situations where Notification to customer is required
| SR. | REQUIREMENTS |
|---|---|
| 01 | Use of other construction or material than was used in the previously approved part of product |
| 02 | Production from new or modified tools including additional or replacement tooling |
| 03 | Production Following Refurbishment Modification of tool to increase the performance) or rearrangement (Modification of tool which changes the sequence of product / process flow) of existing tooling or equipment |
| 04 | Production from tooling and equipment transferred to a different plant location or from an additional plant location |
| 05 | Change of subcontractor for parts, non-equivalent materials, or services that affects customer fit, form, function, durability or performance requirements. |
| 06 | Product produced after the tooling has been inactive for volume production for twelve months or more |
| 07 | Product and process changes related to components of the production manufactured internally or manufactured by s/c that impact fit, form function, performance. |
| 08 | Change in test / inspection method – new technique. Evidence to be provided that the new method provides results equivalent to the old method |
| 09 | For bulk materials, new source of raw materials with specific characteristics from new or existing, change in production appearance attributes where there are no appearance specifications, revised parameters in the same process, change outside of design FMEA of the approved product |
Situations where Notification to customer is not required
| SR. | REQUIREMENTS |
|---|---|
| 01 | Changes to component level drawings – Changes that could not affect customer fit, function, form, durability or performance requirements. |
| 02 | Tool / Equipment movement within the same plant – However no change in process flow |
| 03 | Changes in equipment (same process flow with same basic technology or methodology). |
| 04 | Identical Gage replacement |
| 05 | Rebalance of operator job content with no change in process flow |
| 06 | Changes resulting in reduced risk priority number or process failure mode and effect analysis (with no changes in process flow) |
| 07 | For bulk materials, Change within the design failure mode effect analysis of the approved product, changes within process failure mode effect analysis, change which do not affect the special characteristics, Change in approved commodity ingredients, New sources of raw material that has no special characteristics |
PPAP Submission Levels
Levels
- 1: production warrant and appearance approval report (if applicable) submitted to customer.
- 2: Production warrant, Product samples and dimensional results submitted to customer.
- 3: Production warrant, product samples, and complete supporting date submitted to customer
- 4: Production warrant and other requirements as defined by customer
- 5: Production warrant, product samples and complete supporting data (a review will be conduct at the supplier’s manufacturing location)
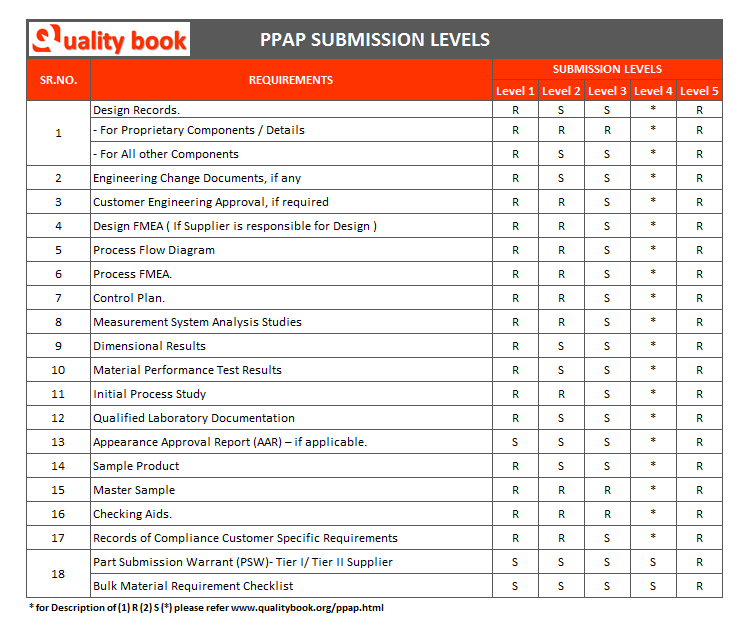
Description of code used in above table
| SD | DESCRIPTION |
|---|---|
| S | The organization shall submit to Head of department, team leader or nominated representative- and retain a copy of records or documentation items at appropriate locations |
| R | The organization shall retain at appropriate locations and make readily available to the customer representative upon request. |
| * | The organization shall retain at appropriate location and submit to head of department, team leader or representative upon request |
{A} Part submission status
{B} Part Submission Status “A” = Approved
- Indicates that the part or material meets all customer specifications and requirements.
- Authorized to ship production quantities subject to customer schedules.
{C} Part Submission Status “B” = Interim Approved
Permits shipment / dispatch of materials for production requirements on a limited time or quantity basis. Interim approval will be grant only when supplier has:
- Supplier clearly defined root cause of non-conformities
- Have an interim approval action plan agreed with customer.
For bulk materials, generally products get fully approvals before initial use, in case full approval is not obtain a bulk material interim approval may be grant. Sample form must indicate for the same.
{D} Part Submission Status “C” = Rejected
PPAP documentation and the part submission do not meet the customer requirements. Correct documentation and parts to be submit after necessary correction.
Common Mistakes
- PPAP is just for the sake of documentation and customer requirement. No real usage made.
- Any changes to process, is not updates back to PPAP records
- Even after PPAP approval, process/product will not be stable.
- Many times PPAP documents are not formally approve by customer. However, production would have start.
- Documents available in PPAP file and that being use in shop floor is not same.
- Changes in the process is not usually validating. Even if validation, not done through PPAP route.
- PPAP’s are not obtain from supplier.
- Any new part developed at the supplier end – PPAP is not obtain.
- New supplier approval – PPAP route not followed.
- Parts are specifically complete to ensure it is meeting customer requirements. After PPAP approval, chances of high rejection/reworks.